Time to read: 11 min
We’re no longer in the Bronze Age, but some manufacturing techniques stand the test of time. Casting, a process where molten metal is poured into a mold, has existed for over 6,000 years and is still prominently used in manufacturing to this day. Advances in technology enable the casting of high-quality parts with tight tolerances—not unlike CNC machining, a newer manufacturing method that’s also frequently used.
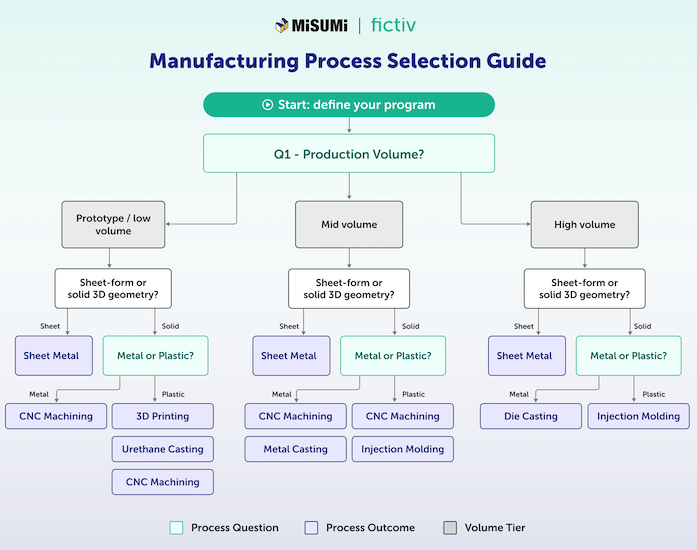
Casting and CNC machining are both common manufacturing processes for metal parts, but they differ significantly in tooling cost, production volume, precision, and scalability. While CNC machining is typically best for prototyping and low-volume production due to its fast setup and tight tolerances, die casting becomes more cost-effective at higher volumes where tooling investment can be amortized.
But have you ever considered CNC machining a part that you usually cast? Or are you considering which method is best to manufacture your design at higher volumes? This guide compares both processes across geometry, materials, cost, and break-even volume to help you determine the best option for your part.
What Is Casting?

Casting is considered a formative manufacturing process that uses molds to make parts. While multiple metal casting methods exist—including sand casting, investment casting, and permanent mold casting—this article focuses primarily on die casting versus CNC machining, since die casting is typically the preferred casting method for high-volume production.
Other casting processes may be mentioned for context, but the economic and lead time comparisons throughout this article center on die casting.
Die Casting
In metal casting, molten metal is poured or injected into a pre-made mold. Cores or inserts may be added when complex internal geometries and cavities are required. Die casting is a specific type of casting that uses pressure to force the molten metal into the mold. The pressures used in high-pressure die casting are significantly higher than those in low-pressure die casting.
Once the part cools and solidifies, it’s cleaned and processed to achieve the desired surface finish. Secondary operations may include CNC machining to hit even tighter tolerances, or removing other undesirable features from the die casting process, such as flash. Other deflashing methods include grinding, cryogenic freezing, and tumbling.

Train wheels, bus pedals, turbine blades, and engine blocks are common examples of die-cast parts. Cast parts are used in almost every industry, including automotive, aerospace, consumer products, and medical devices.
To learn more about part design for the die casting process, download our die casting design guide.
What Is CNC Machining?
CNC machining is a subtractive manufacturing method that uses a cutting tool to remove material and achieve the desired geometry. A computer program using G-code tells the machine where to move and how to cut.

CNC-machined parts are everywhere. Metal laptop enclosures, small components inside cell phones, aerospace, and automotive parts, fixtures, and jigs—even casting molds are manufactured using CNC machining.
Choosing Between CNC and Casting
When designing a part, there are two common approaches to determine a manufacturing method to make the part (CNC vs casting):
- Design engineers often start with a manufacturing method in mind, so the design is realistic, manufacturable, and well-suited to that process.
- A part’s function may require a specific size, shape, or geometry that dictates the manufacturing process. CNC machining and die-casting are each best suited to particular geometries.

Casting vs CNC Machining: Choosing Based On Part Geometry
Choosing the correct manufacturing technique starts with considering the part geometry. Designs that require a large amount of material removal—for example, hollow parts with thin walls and large cavities—can be time-consuming and create excessive waste, making them strong candidates for casting. Complex geometries, which take a long time to machine, are also well-suited for casting.
Internal cavities are often ideal for casting, as forming them with CNC machining can be costly and difficult. This is especially true for sealed internal cavities, which may require assembly or metal-joining processes in addition to CNC machining. Casting simplifies this. Instead of machining multiple small parts and assembling them, you can cast the entire part and eliminate assembly steps altogether.

However, certain features are more difficult to achieve with casting. Undercuts or internal features require more complex molds with cores and inserts. Sharp edges or corners are not ideal for casting either, and cast parts require a draft angle on all features. Large or oddly shaped parts with thick walls are also better suited to CNC machining, as those geometries are difficult to fill and cool evenly during casting.
Casting vs CNC Machining: Choosing Based On Materials
Casting results in less material waste than CNC machining. The process uses only the material needed for the final part, aside from a small amount of metal flowing through the gate, runner, and sprue. This excess material can be easily removed, remelted, and reused.
However, casting offers far fewer material options than CNC machining. Virtually any alloy can be CNC machined, while the list of alloys that can be cast is much shorter.
Casting vs CNC Machining: Choosing Based On Production Speed
The casting process is fast once the mold is ready, making it a strong option for high volumes. However, mold design and machining add lead time—typically a few weeks—and the mold must undergo quality checks and maintenance, though some casting types use expendable molds. Die casting uses a permanent mold, so time and cost per part decrease as volume increases.
CNC machining provides a faster turnaround for low volumes. There’s no need to wait for a mold to be manufactured—all you need is the CAD model, CAM program, and a CNC machine to get started.

Casting vs CNC Machining: Choosing Based On Repeatability and Precision
Repeatability is essential in manufacturing, and the casting process produces highly repeatable parts. Once the mold and process are dialed in, every part can be made precisely the same. With precision die casting, tolerances can be held to +/- 0.1 mm per 25 mm.
Those tolerances may vary by material and supplier. Aluminum, for example, has a higher melting point than zinc, so it requires a higher injection pressure and a more aggressive process overall. That results in looser tolerances with casting versus machined aluminum. Zinc, by comparison, holds tighter tolerances when cast.
CNC machining metal is also highly repeatable and produces much tighter tolerances than casting. For standard metal machining, 0.025mm (0.001”) is a reasonable expectation. Fictiv precision machining can produce parts with tolerances as tight as +/- 0.0002”.
Casting vs CNC Machining: Choosing for Prototyping
Although casting has its advantages, it’s not ideal during the prototyping phase of the development process. Every design change increases lead times and cost, as expensive molds are re-created or adjusted. A prototype die cast can cost thousands, if not hundreds of thousands of dollars. And, while sand casting is typically cheaper, it cannot match the dimensional accuracy or surface finish of machining or die casting.
CNC machining is the better choice for prototyping, due to its relative agility. When the design is still in flux, all you need to do is update the model and revise the CAM program, rather than remaking or modifying an existing mold.

Casting vs Machining: Choosing Based On Quantity and Demand
The quantity of parts you need will also factor into your decision. Early in the prototyping process, volumes are usually low enough that CNC machining makes more sense. Demand variability is another consideration: how often do you actually need to produce more parts? If production needs fluctuate, CNC machining offers more flexibility.
CNC-machined parts can be ordered quickly and on demand, especially as digital manufacturing platforms shorten lead times in the manufacturing industry. That makes CNC machining more economical when you’d rather order parts as needed than try to predict demand and carry excess inventory.
However, if you’re moving into production with consistently high demand, casting is the stronger choice because it’s better suited to producing thousands of parts quickly and cost-effectively.

How to Choose Between Casting and CNC Machining
When deciding between casting and machining, consider your stage in the development process, the quantity of parts required, demand variability, and part geometry. It’s also important to note that the two methods aren’t mutually exclusive; for instance, you can post-machine a die-cast part if necessary.
The right manufacturing process will always come down to your specific situation. Some combinations of volume, geometry, and timeline will push you to find a creative solution that doesn’t fit neatly into one process or the other.
When Does It Make Sense to Switch from CNC to Die Casting?
For many product teams moving from prototyping to production, the real question isn’t CNC vs. die casting—it’s at what volume does switching from CNC to die casting make sense? The answer comes down to tooling cost, per-part cost, and forecasted demand.
Casting vs CNC Machining: Tooling Cost vs. Piece Price
| Criteria | CNC Machining | Investment Casting | Die Casting |
| Tooling Cost (Initial) | None to Low | Medium | High |
| Per-Part Cost (Low Volume) | Moderate to High | Moderate to High | High |
| Per-Part Cost (High Volume) | High | Moderate | Low |
| Ideal Volume Range | 0–500 parts | ~500–5,000 parts | 10,000+ parts |
| Break-Even Volume | 1–2,000 parts | ~500–5,000 parts | ~5,000–10,000 parts |
| Production Speed | Slower (machine time dependent) | Slower (multi-step) | Very fast (after tooling) |
| Labor Intensity | High (CAM and machining time) | High (manual steps) | Low (automated) |
What this means in practice:
- If you’re building under ~1,000 units, CNC machining is usually more cost-effective.
- Between 1,000–5,000 units, you’re in the “gray zone.” Investment casting or hybrid strategies may make sense.
- Above 5,000–10,000 units annually, die casting typically becomes more economical as tooling cost is amortized.
At 20,000+ units, die casting is significantly more cost-efficient per part.
Lead Time Comparison of Machining and Die Casting
| Stage | CNC Machining | Die Casting |
| Initial Setup | Days | 3–8+ weeks (tool design & build) |
| Iteration Changes | Fast (update CAM) | Slow (tool modification required) |
| Production Ramp | Linear (machine capacity dependent) | Extremely fast once the tool is validated |
If speed to market is critical and your design is still evolving, CNC machining is the way to go. If your design is stable and you’re ramping into production, die casting wins on throughput.
5 Questions to Ask Before Switching From CNC to Die Casting
- Is our design frozen?
- Is the annual volume projected above 5,000–10,000 units?
- Can we tolerate casting draft and wall thickness constraints?
- Do we need cosmetic anodizing consistency?
- Is demand stable enough to justify tooling investment?
If the answer to most of these questions is “yes,” it may be time to move from CNC to die casting.
A Practical Scaling Strategy: CNC for Prototyping, Die Casting for Production
Many successful hardware teams follow a phased approach when scaling from prototype to production. In reality, there may be some crossover between phases, but the following is a typical example:
Phase 1: Prototype and Validate (CNC Machining)
- Validate fit, form, and function
- Iterate quickly
- Avoid tooling investment
- Order on demand
CNC is ideal here because:
- No tooling commitment
- Tight tolerances (down to ±0.025 mm standard; tighter available)
- Broad material selection
- Fast engineering changes
Phase 2: Design for Manufacturability (DFM) for Casting
Before transitioning to die casting, consider:
- Adding draft angles
- Removing sharp internal corners
- Optimizing wall thickness
- Consolidating assemblies into single cast components
- Planning secondary machining for critical features
Early DFM input reduces tooling rework and shortens your path to production.
Phase 3: Production Ramp (Die Casting + Secondary Machining)
Once volume stabilizes:
- Invest in tooling (molds)
- Leverage low per-part cost
- Use CNC post-machining for precision-critical features if necessary
- Implement finishing processes (anodizing, coating, plating)

Simplify Metal Part Sourcing Decisions With Fictiv
Now that you know the differences between casting and CNC machining—and when to use each—Fictiv makes it easy to source a production partner for your metal parts. Check out Fictiv’s CNC machining and die casting capabilities, then create an account and upload your part to find out how our instant quote process, design for manufacturability feedback, and intelligent platform can help you.
Fictiv is your operating system for custom manufacturing—making part procurement faster, easier, and more efficient. In other words, Fictiv lets engineers engineer.
Get an instant quote for machining or die casting
FAQs: Casting vs CNC Machining
Is casting cheaper than CNC machining?
Casting is typically cheaper per part at high production volumes, but CNC machining is more cost-effective for low-volume production due to minimal tooling costs.
When should you switch from CNC to die casting?
Most manufacturers consider switching when annual volume exceeds 5,000–10,000 units, and the design is stable enough to justify tooling investment.
Does casting or CNC machining offer tighter tolerances?
CNC machining generally offers much tighter tolerances than casting, often down to ±0.025 mm or tighter.
Can die-cast parts be machined afterward?
Yes. Many die-cast parts undergo secondary CNC machining to achieve tighter tolerances or improve surface finish.