






Surface Roughness (Ra) Reference
Common surface finish specifications and their applications
| Ra Value (μm) | Ra Value (μin) | Finish Description | Typical Process | Applications |
|---|---|---|---|---|
| 0.025 – 0.05 | 1 – 2 | Super fine polish | Lapping, superfinishing | Optical surfaces, gage blocks |
| 0.1 – 0.2 | 4 – 8 | Fine polish | Fine grinding, polishing | Bearing surfaces, seals |
| 0.4 – 0.8 | 16 – 32 | Fine machined | Precision grinding, fine turning | Mating surfaces, hydraulic cylinders |
| 1.6 – 3.2 | 63 – 125 | Standard machined | Turning, milling, boring | General machined parts (most common) |
| 6.3 – 12.5 | 250 – 500 | Coarse machined | Rough turning, drilling | Non-critical surfaces, clearance |
| 25 – 50 | 1000 – 2000 | Very rough | Sawing, flame cutting, as-cast | Hidden surfaces, raw stock |
Quick Reference:
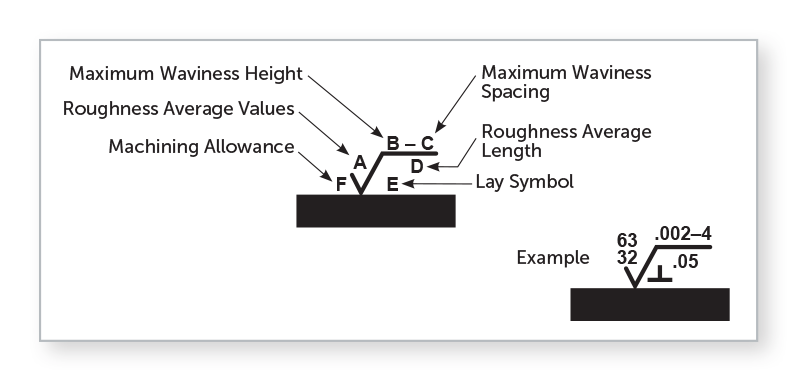
Ra 3.2μm (125μin): Standard CNC finish, cosmetic acceptable
Ra 1.6μm (63μin): Fine finish, good for O-ring seals
Ra 0.8μm (32μin): Precision finish, adds cost
Ra 0.4μm (16μin): Ground finish, expensive