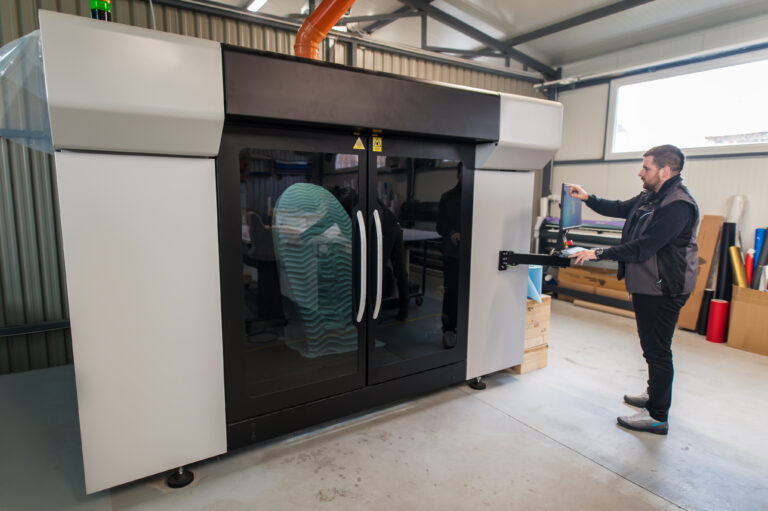
Stereolithography, or SLA, is a 3D printing technology known for achieving highly detailed and functionally accurate parts. The technology utilizes a mirror that is programmed to direct an ultraviolet laser to draw and cure a part’s cross-section onto a vat of photopolymer resin. After each layer, the build platform lowers and a recouter blade wipes over a new layer of material on the top of the tank.
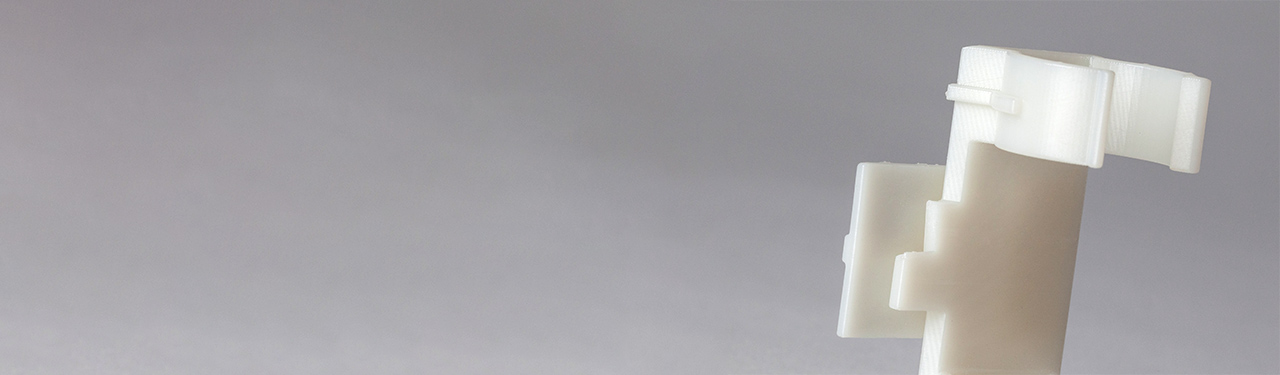
Once the part is complete, it is removed from the build chamber, cleaned of support and excess resin (typically using isopropyl alcohol), and then placed in a UV oven for further curing. This ensures the part reaches its optimal physical properties.