








Time to read: 5 min
If you have kids or have been around toddlers, you’re probably familiar with a variation of the pound-a-peg toy shown in the image below. A toddler inserts a peg into one of the holes and pounds it in with the hammer. The tapered pegs stop when you hammer them far enough to achieve a press or interference fit.
Is this toy meant to develop hand-eye coordination, or is it part of a larger strategy to expose children to different simple mechanisms and encourage them to enter a STEM field? I’ll let you decide for yourself, but I definitely have an ulterior motive with my toddler!
Regardless of why you’re introducing press-fit toys to your kids, they’re a simple representation of how engineers plan fits in their mechanical designs. Press fits are great for adapting to many situations, aligning parts, and forming lasting bonds between components.

But press fits aren’t for every application, and there are pros and cons to interference fits (check out fit- slip fits in this article). So, what are the key aspects of press fits, and are they right for your application? Check out the rest of the article to learn more!
Pro-Tip: Press fits aren’t the only type of mechanical assembly you can choose for your designs. For a review of nearly every type of mechanical fastener, check out our snap-fit design guide: “From Snap Fits to Adhesives: A Comprehensive Guide to Mechanical Fastener Options.”
Use Caution for Press Fits in Plastic
Using press fits in plastics requires caution. Why? Two words: cold creep. Cold creep, or cold flow, is a phenomenon where a solid material exposed to long-term stress below its yield stress experiences slow and permanent deformation.

The operating mechanisms for press fits are constant stress and friction. Materials like steel can withstand constant tensile loads without failure For example, if you press an oversized pin into a hole, the two components will stay together indefinitely. But plastic will flow under constant strain, eventually causing the stress — and thus the friction — to disappear. Plastic is susceptible to creep when exposed to long-term tensile loading. So, plastic is not a good choice for press fits due to its lower strength, flexibility, low melting point, amorphous (non-crystalline) nature, and weak intermolecular forces.
You can usually get by with an interference fit for a plastic and metal assembly (think metal shaft into a plastic hub). But, if you are trying to fasten two plastic pieces together, an alternative to the interference fit is a snap-fit — check out our snap-fit design guide for more information.
Calculating Force in Interference Fits
Now that we have discussed where to avoid press fits let’s look at the proper use of press fits. As mentioned, the operating mechanisms of press fits are constant stress and friction, or in simple terms, the assembly relies on having two parts trying to occupy some of the same space or interfering with each other. But how much interference is suitable for your application?
Think about fitting into a pair of jeans: a little tight is good, but too tight, and you risk an impossible fit.

Calculating how tight the ideal interference fit is made easy with dowel pins as an example (other press fits require exorbitant machining). It’s best to refer to common tables for determining interference, although there may be some deviations. The most important question is, how do you know if the interference is enough to hold the parts together in your design?

The answer is first to evaluate elastic deformation. When the pin is pressed into the hole, it presses radially outward, trying to regain its original diameter. Meanwhile, the hole presses radially inward, also trying to regain its original diameter. The stress of these two parts pressing against each other gives us a normal force, which, with the friction coefficient, allows us to calculate the resulting hold. This is the basis for a press fit design.
For example, take at a steel dowel pin pressed into a steel plate at a nominal half-inch diameter, one inch deep. (Why nominal? Because the pin is slightly larger and the hole slightly smaller, thus nominal — a half-inch in name only.) A standard series half-inch pin is 0.5002 inches in diameter — two ten-thousandths oversized. With a suggested minimum press fit hole size of 0.4995 inches, we end up with 0.0007 inches of diametrical interference. That may seem small, but as you’re about to see, that’s quite a lot.
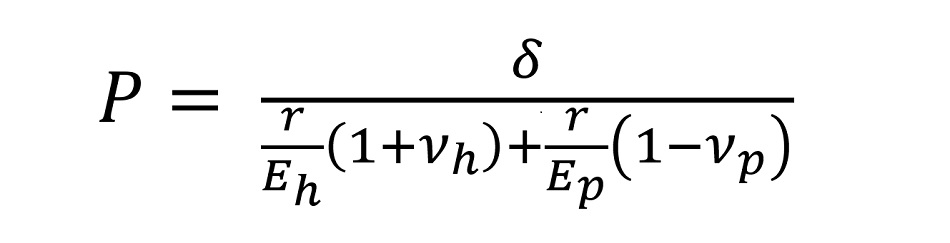
Where:
P=pressure
r=nominal radius
Eh =Young’s modulus for hole material
Ep = Young’s modulus for pin material
v=Poisson’s Ratio
δ=the radial interference (half the diametrical interference)
Once we have the pressure, we calculate the area and use the coefficient of friction between the two parts to determine the axial holding force:
F = μ * Pmax *A (source)
In our example of a half-inch pin, using 210 GPa for Young’s modulus, 0.292 for the Poisson’s ratio, 1013.415 mm2 for the contact area (A) and 0.30 for the friction coefficient, the resulting axial force is about 45kN — roughly the weight of a Ford F350.
In comparison, a half-inch bolt can hold more than twice that amount. However, with a bolt, you can drill a hole with a diameter tolerance of 0.020 inches. With the press fit, if your hole is 0.0007 inches too big, you won’t have any interference, so press fit tolerances are extremely important.
Tolerances and Alignment Restrictions
As you can see, small interference results in enormous force. And the axial holding force is not just keeping your parts together — it’s also the force required for assembly. That’s why you must be very careful when specifying press fits, or you risk breaking the hydraulic press used to assemble them. This tight machining tolerance is also one of the primary reasons you should avoid press fits for common industrial assembly — it’s not DFM/DFA friendly.
You can use our free press fit calculator to find the minimum holding force and maximum assembly force with different diametrical tolerances on the holes. However, the diameter isn’t the only tolerance to consider: Pins often come in pairs, so consider the distance between the pins, too.
Download our free Press Fit Calculator
The second rule of press fits is never to have more than two pins per assembly operation. A better solution is to use one interference fit and align the parts with a slip-fit second pin. If you must use two press-fit pins, be certain to use GD&T tolerancing, with the first hole as the datum for the second hole, to minimize the error between the two features.

Like Materials and Thermal Restrictions
According to the Third Law of Thermodynamics, the entropy of a system tends to a constant value as the temperature approaches zero, and at absolute zero the constant value of entropy is zero. This basically means that the thermal expansion goes to zero as the absolute temperature goes to zero.
The opposite is also true. We know that just about every material shrinks as temperatures decrease, but not all materials shrink at the same rate. This shrinking or expansion rate is defined by a material’s coefficient of thermal expansion. This is critical to account for when designing press fits, so only use materials in a press fit interface that have similar coefficients of thermal expansion.

Let’s say you’ve used a one-inch nominal aluminum pin in a hole on a 410 stainless steel part with 0.0007 inches of diametrical interference. How cold can it get before the shrinkage completely negates the interference?
Looking at the coefficients of linear expansion in the two parts, we can see that for every degree Fahrenheit the parts cool; the CNC aluminum will shrink by about 0.0000125 in/in, while the steel will shrink by less than half that amount, 0.0000055 in/in. If the parts are assembled at 75 degrees and then taken to minus 25 degrees, you’ll lose all the holding power of the press fit.
If you want to calculate the linear thermal expansion for your proposed press fit interface, check out The Bimetallic Strip Explained.
Overconstraint and Alternative Joints
The main advantage of press fits — that they both locate and join — is also a weakness. Instead of independently calculating the necessary accuracy and strength, these two functions are entangled, creating a machinist’s nightmare of dimensioning to the ten-thousandth (or to the micron, for those across the pond). Though press fits have limitations, don’t despair: Modern design has many alternatives.
For the traditional use of press fits, where the pins both join and accurately locate the parts, better designs use slip-fit dowel pins for self-locating and bolts to join the parts. In plastics, use locating pins for alignment and snap fits for assembly. These are just a couple of examples, and there are nearly unlimited options for mechanical assembly.

Should You Use Press Fits In Your Design?
While press fits are right for some designs — machined parts of similar materials with tight tolerances requiring close-tolerance alignment — using an interference fit may not be right for your assembly. It’s best to try alternatives, and if your boss asks why you didn’t use press fits, you now have the answer!
Fictiv – Sourcing Simplified
Fictiv is your operating system for custom manufacturing that makes part procurement faster, easier, and more efficient. In other words, Fictiv lets engineers like you, engineer — instead of sourcing, vetting, onboarding, and managing suppliers.
With Fictiv, thousands of companies have streamlined their custom part sourcing workflows, unlocking capacity for product innovation and transforming how the next generation of products are designed, developed, and delivered. Create an account and upload your part to see what our instant online CNC quote process, design for manufacturability feedback, and intelligent platform can do for you.

