Time to read: 15 min
Low-volume manufacturing sits at a critical intersection in the product development cycle. Volumes are too large for pure prototyping, too small for mass production, yet perfectly positioned to accelerate how companies bring products to market.
Whether you’re validating an engineering design, launching a pilot production run, or serving a specialized market with complex assemblies, understanding low-volume manufacturing is essential to building a resilient, scalable product strategy. This article will discuss what low-volume manufacturing is, how it differs from prototyping and mass production, why companies use low-volume manufacturing, and the best manufacturing processes to use.

What Defines Low-Volume Manufacturing?
Low-volume manufacturing refers to the production of small-to-medium quantities (10–10,000) of parts or assemblies. This product life cycle stage is a bridge between early-stage prototyping and full-scale mass production. It offers the flexibility to validate designs, respond to market feedback, and iterate without the capital commitment of high-volume tooling.
For hardware teams working under tight timelines and constrained budgets, low-volume manufacturing compresses development cycles while preserving quality and repeatability.
Typical Quantity for Manufacturing Production Types
Quantity thresholds vary by industry and process, but a general framework for production volumes is shown below:
| Production Type | Typical Quantity |
| Prototype | 1–10 |
| Low Volume | 10–10,000 |
| Mass Production | 10,000+ |
These ranges can be fluid. In aerospace or medical devices, a run of 500 units might be considered high volume. In consumer electronics, 5,000 units may still fall in the low-volume category. Process, material, and industry context all influence where the boundaries fall.

Low-Volume Manufacturing vs. Prototype vs. Mass Production
Understanding where low-volume manufacturing fits relative to prototyping and mass production helps teams make better decisions about when to transition between phases. The table below shows how low-volume manufacturing compares to the volumes of other stages in the product life cycle.
| Factor | Prototype | Low Volume | Mass Production |
| Quantity | Very low (1–10) | Moderate (10–10,000) | High (10,000+) |
| Tooling Investment | Minimal | Moderate | High |
| Speed to First Part | Fast | Moderate | Slower setup |
| Unit Cost | High | Moderate | Lowest |
Why Companies Use Low-Volume Manufacturing
Hardware teams across industries rely on low-volume manufacturing for several strategic reasons.
Bridge production keeps products in the market while high-volume tooling is being fabricated and qualified. Companies can fulfill early orders and early-adopter demand without a gap in supply.
EVT, DVT, and PVT builds (Engineering Validation Testing, Design Validation Testing, and Production Validation Testing) each require representative units that behave like production parts. Low-volume manufacturing uses production-intent materials and processes that make this possible.
Market validation lets teams test demand before committing to expensive tooling. A limited run at low volume yields real-world feedback without the financial exposure of a full production launch.
Faster iteration is possible when tooling costs are lower and lead times are shorter. Teams can make design changes between builds without writing off a six-figure injection mold.
Supply chain flexibility is increasingly valuable in a world of constrained components and unpredictable logistics. Low-volume manufacturing allows companies to respond to demand fluctuations without carrying excess inventory or over-committing to suppliers.
Lower capital investment means more runway for startups and more flexibility for enterprise teams managing multiple product lines simultaneously.
Customization and HMLV production let companies serve multiple product variants or customer segments without the overhead of dedicated high-volume lines.
Best Manufacturing Processes for Low Volume Production
No single process fits every low-volume application. The right choice depends on tooling cost, material, geometry, quantity, tolerance requirements, and end-use intent.
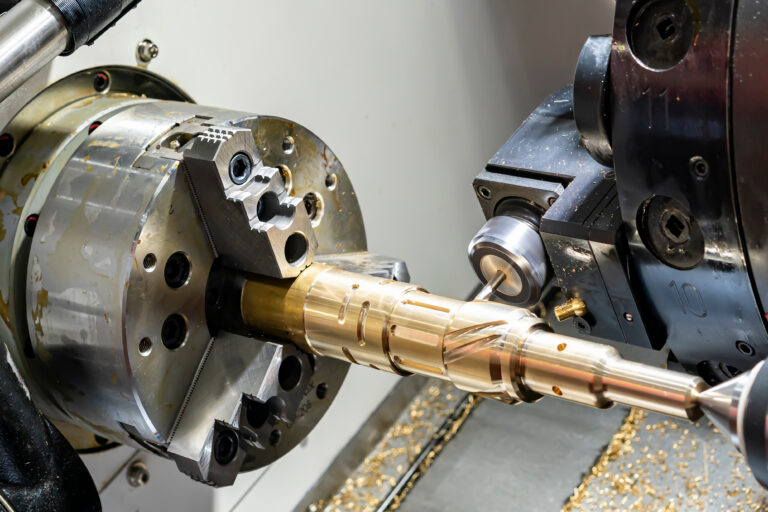
CNC Machining
CNC machining is one of the most versatile options for low-volume production. It requires minimal upfront tooling investment, supports tight tolerances and precision parts across a wide range of metals and plastics, and delivers production-quality parts quickly. Lead times are short, iteration is fast, and the process scales predictably. For structural components, precision housings, and functional assemblies, CNC is often the default choice.
Tooling cost*: Minimal. Fixtures and programming typically run $500–$2,000, depending on part complexity, with no dedicated tooling required.
The true economic driver at this scale is setup cost amortization. In low-volume subtractive manufacturing, the actual chip-to-tool spindle time represents only a fraction of the cost. The true pricing bottleneck is the non-recurring engineering (NRE) overhead, which includes G-code CAM programming, custom soft-jaw fixturing setup, and first-article inspection (FAI) cycles. As your batch sizes scale from 10 toward 500 units, these fixed front-end setup costs are amortized across a larger volume and per-part cost drops sharply.
Injection Molding
For plastic parts requiring high repeatability, injection molding remains the gold standard—even at low volumes. Aluminum tooling and rapid tooling strategies cut upfront costs substantially compared to hardened steel production tooling, making low-volume injection molding possible. Tooling costs are amortized across the run, and bridge molding allows teams to begin deliveries while transitioning to higher-volume production molds. For quantities in the hundreds to thousands, injection molding delivers consistent cosmetics and tight dimensional control.
Tooling cost*: ~$3,000–$15,000 for aluminum or soft steel (prototype) tooling; ~$25,000–$100,000+ for hardened steel (production) tooling.
Urethane Casting
Urethane casting produces parts with production-quality appearance at a fraction of injection molding’s tooling cost. Using silicone molds derived from a master pattern, urethane casting is ideal for sales samples, early market testing, and form-and-fit validation where surface finish and detailed features matter. Lead times are fast, color matching is achievable, and no hard tooling investment is required. However, materials may not be a good fit for thermal or high-load applications, as urethane resins typically have lower heat deflection temperatures and less mechanical strength than production thermoplastics.
Tooling cost*: Low. Silicone molds typically run ~$500–$1,500 per mold, with no hard tooling investment required.

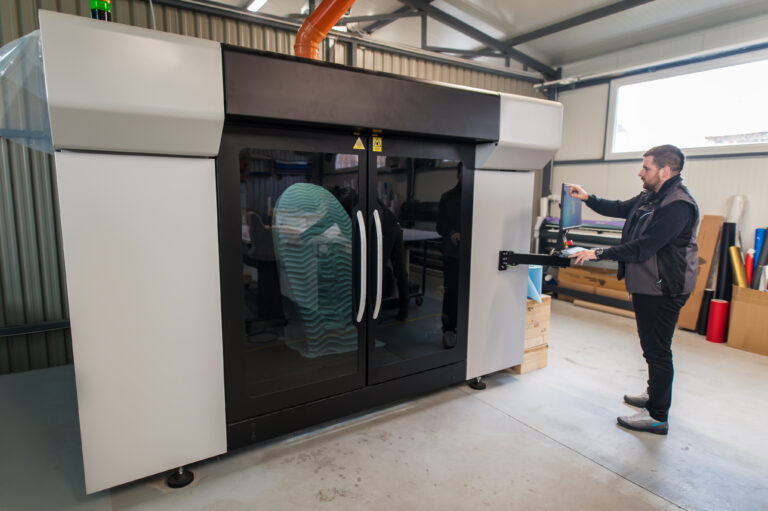
3D Printing
Additive manufacturing has matured considerably, and today’s industrial 3D printing technologies (SLA, SLS, MJF, and FDM) are genuine low-volume production options for many applications. Complex geometries that would be impossible or prohibitively expensive to machine are a natural fit. For very low quantities and rapid design iteration, 3D printing eliminates tooling entirely and delivers parts in days. However, not all 3D printing methods are fit for production use—FDM parts exhibit layer-dependent strength variation that can limit structural applications, and not all materials offer the heat resistance or dimensional stability required for end-use environments
When deploying powder-bed fusion methods like MJF or SLS for series production, unit economics are governed by volumetric nesting efficiency. Unlike traditional processes where part complexity drives cost, powder-bed pricing depends on how densely multiple parts can be packed within a single vertical build volume. Densely nested builds optimize raw material yields and lower unit costs, making runs of 100 to 1,000 parts highly competitive with injection molding.
Engineers must remain cautious of process-specific limitations. Filament-fed FDM systems, while highly accessible, exhibit severe Z-axis mechanical anisotropy due to lower inter-laminar bond strength across layer interfaces. Components with complex internal geometries or large flat faces can suffer from stair-stepping aesthetic defects or thermal warping if cooling rates are not managed via precisely controlled build chambers
Tooling cost*: None. Parts are produced directly from digital files, with no tooling required.
Sheet Metal Fabrication
Sheet metal is generally the right call for enclosures, brackets, panels, and structural components. The process is cost-effective at low volumes because tooling is either minimal or eliminated through laser cutting and press brake forming. Lead times are short, and sheet metal parts can be surface-finished, coated, and assembled to production standards.
Tooling cost: Minimal for laser cutting and press brake forming. Custom punching dies add ~$500–$3,000 where required.
Metal Casting
Metal casting spans several processes with very different tooling costs and volume thresholds.
- Sand casting uses inexpensive expendable molds and is viable from a single unit upward, making it well-suited to heavy structural components in aluminum, iron, steel, and bronze, where surface finish is secondary to function.
- Investment casting produces near-net-shape parts with tight tolerances and excellent surface finish across a wide range of alloys, including stainless steel, titanium, and nickel superalloys—the default choice for intricate geometries that would be prohibitively expensive to machine from solid stock.
- Gravity (permanent mold) casting offers a practical middle ground—reusable gravity-fed dies without the capital cost of high-pressure tooling, well suited to mid-range aluminum and magnesium production runs.
- Die casting delivers the highest dimensional consistency but requires tooling investment that only becomes recoverable above roughly 10,000 units. Teams planning to scale should validate geometry, wall thickness, and draft angles for die cast compatibility early to avoid a costly redesign later.
Tooling costs*:
- ~$500–$5,000 for sand casting patterns
- ~$1,000–$10,000 for investment casting wax dies
- ~$2,000–$10,000 for permanent mold
- ~$50,000–$200,000+ for die casting
How to Choose the Right Low Volume Manufacturing Process
Selecting the right process starts with a clear-eyed assessment of your requirements:
- Quantity: How many units are needed now, and what’s the 12-month projection?
- Material: Does the part require a specific metal or polymer for functional reasons?
- Tolerances: Are there tight dimensional requirements that limit process options?
- Lead Time: When does the part need to arrive, and is there schedule flexibility?
- Tooling Budget: What upfront investment is acceptable given the expected volume?
- Cosmetic Requirements: Are surface finish and appearance critical?
- Scalability: Does the process need to scale to higher volumes without a redesign?
A part requiring tight tolerances, metal properties, and rapid delivery points to CNC machining. A plastic housing needed in quantities of 500 with production-quality cosmetics might favor rapid injection molding over urethane casting. A highly complex geometry at very low quantities is a 3D printing candidate. The right answer isn’t always obvious without weighing all factors together—and that’s where DFM (Design for Manufacturability) guidance pays dividends early.
Cost Drivers in Low Volume Manufacturing
Unit costs in low-volume manufacturing are shaped by several interacting factors.
Tooling costs are spread across fewer units than in mass production, making their per-unit impact more significant. Choosing aluminum tooling over steel, or eliminating tooling through CNC machining or 3D printing, substantially changes the economics.
Setup costs include fixturing, programming, and first-article inspection. These are costs that don’t scale down proportionally with quantity.
Labor represents a larger share of total cost at low volumes, particularly for parts requiring secondary operations, assembly, or manual inspection.
Material selection affects both piece price and lead time. Standard materials are cheaper and faster to source, while exotic alloys or specialty polymers add cost and risk.
Secondary operations like anodizing, plating, painting, heat treatment, and hardware insertion each add cost and lead time that can quickly exceed the machining or molding cost itself.
Tolerances drive costs higher through their effect on scrap rates, inspection requirements, and process selection. Looser tolerances, where function allows it, can meaningfully reduce unit cost.
Logistics are proportionally more expensive at low volumes. Optimizing shipment frequency and consolidating orders cuts per-unit freight cost.

Manufacturing Process Tooling Costs
| Process | Typical Tooling Cost |
| 3D Printing | None |
| CNC Machining | ~$500–$2,000 |
| Urethane Casting | ~$500–$1,500 per mold |
| Sheet Metal | ~$500–$3,000 (dies, where required) |
| Injection Molding | ~$3,000–$15,000 (aluminum); ~$25,000–$100,000+ (steel) |
| Permanent Mold Casting | ~$2,000–$10,000 |
| Die Casting | ~$50,000–$200,000+ |
*Tooling costs are highly dependent on part complexity, size, and material. Figures above are indicative starting points only.
How to Reduce Low Volume Manufacturing Costs
Cost reduction in low-volume manufacturing starts in design, not in negotiation.
DFM optimization eliminates unnecessary complexity before parts go to suppliers. Simplifying geometry, reducing tight tolerances where they aren’t functionally required, and designing for the target process all reduce cost at the source.
Material standardization cuts procurement complexity. Using common alloys and polymers across multiple parts enables volume consolidation and faster sourcing.
Secondary operations can be reduced through design choices like specifying anodization where a part can be left raw or designing in self-clinching hardware instead of post-machining threaded inserts, lowering both cost and lead time.
Vendor consolidation trims administrative overhead, improves communication, and creates leverage for better pricing. Working with a manufacturing partner that spans multiple processes eliminates the friction of managing a fragmented supplier network.
Digital manufacturing workflows accelerate quoting, DFM review, and order management, cutting the hidden cost of procurement time and giving engineers valuable bandwidth back.
Challenges in Low Volume Manufacturing
Low-volume manufacturing isn’t without its pain points.
Balancing speed and cost is a constant trade-off. Faster lead times often come at a premium, and teams must decide how much schedule flexibility is worth.
Fragmented supplier networks create coordination overhead and quality inconsistency. Managing five suppliers for a single product build multiplies communication risk.
Quality consistency is harder to maintain at low volumes, where statistical process control is less calibrated and first-article issues have a wider impact.
Supply chain visibility is limited when working with smaller suppliers that lack digital order tracking or proactive communication.
Inventory inefficiency stems from minimum order quantities that exceed actual demand. This ties up cash in parts that sit on shelves.
Supplier qualification takes time and resources and must be repeated for every new source.
Scaling risk increases when a manufacturing process chosen for low volume isn’t compatible with the requirements of mass production.
High-Mix Low-Volume (HMLV) Manufacturing
High-mix low-volume (HMLV) manufacturing refers specifically to production environments that handle many different product variants in small quantities simultaneously. This model is common in industries with complex assemblies, rapidly evolving product lines, or significant customization requirements.
HMLV environments introduce operational demands that go beyond the manufacturing process itself. Supply chain coordination becomes more demanding when BOMs are constantly changing. Inventory management requires real-time visibility to avoid both stockouts and excess. Flexible manufacturing workflows must adapt quickly to shifting build schedules.
For hardware teams operating in HMLV environments, the sourcing strategy matters as much as the production process. Fragmented supplier networks, inconsistent quality standards, and poor communication create downstream problems that compound quickly at low volumes where there’s no buffer of excess inventory to counter disruption.
How to Scale from Low Volume to Full Production
The transition from low volume to mass production is a critical inflection point that requires deliberate planning. Moving too early risks quality problems and cost inefficiencies; waiting too long leaves market opportunity on the table.
Production scaling triggers typically include sustained demand exceeding low-volume capacity, unit economics that favor high-volume tooling, and a design that has been validated through multiple production builds.
Injection molding tooling evolution from aluminum to hardened steel tooling is a major capital decision. Teams should plan this transition before demand forces it to ensure supplier continuity and design freeze before committing.
Supplier continuity matters more than most teams anticipate. The supplier that performed well at low volume may not have the capacity or quality systems to support mass production. Qualifying production suppliers during the low-volume phase rather than after limits risk.
Maintaining design consistency through the transition prevents the introduction of new defects. Design changes should be formally controlled and validated before scaling.
Best Practices for Low Volume Manufacturing
- Define production goals early. Know whether you’re building for validation, bridge production, or market launch. The answer shapes every process and supplier decision.
- Choose scalable manufacturing methods. Select processes that can grow with your volume requirements without forcing a complete redesign.
- Use DFM feedback. Engage manufacturing partners early to identify cost and quality risks before tooling is cut.
- Minimize unnecessary complexity. Every tight tolerance, exotic material, and secondary operation adds cost and lead time. Challenge each one.
- Plan for future scaling. Make tooling, supplier, and design decisions today that won’t create obstacles at higher volumes.
- Consolidate suppliers where possible. Fewer relationships mean simplified communication, more consistent quality, and less administrative overhead.
- Align process choice with product life cycle stage. The right process for a DVT build isn’t necessarily the right process for bridge production or mass production.
How to Source Low Volume Manufacturing Effectively
Sourcing for low-volume production is operationally different from sourcing for mass production and significantly more difficult.
Supplier fragmentation means managing multiple relationships across machining, molding, casting, and finishing. Communication breaks down when each supplier operates independently. Quality management requires consistent standards to be applied across a diverse supply base. Logistics coordination adds complexity when parts from multiple sources must converge for assembly.
Partnering with a platform that spans multiple processes under a single quality system eliminates this coordination burden and reduces the risk of quality escapes across a fragmented supply base.
Scale Confidently with Low Volume Manufacturing
Low-volume manufacturing isn’t a compromise between prototyping and mass production; it’s an important product development phase in its own right. Done well, it accelerates engineering validation, reduces capital risk, enables market learning, and builds the supply chain foundation that scales into full production.
The right process depends on quantity, material, tolerance, and timeline requirements. The right strategy depends on more than that: supply chain design, supplier qualification, DFM discipline, and operational visibility all determine whether your low-volume program delivers parts on schedule, at cost, and at the quality your product demands.
At Fictiv, we’ve built our platform specifically to solve these challenges. Our vetted global supplier network spans the full range of low-volume manufacturing processes, including CNC machining, injection molding, casting, 3D printing, and sheet metal. AI-powered quoting and DFM feedback compress the time between design and production. And as your volumes grow, our platform scales with you, maintaining supplier continuity and quality standards from the first prototype to the millionth unit.
Fictiv partners with hardware teams at every stage of the product journey, from first prototypes through bridge production and into volume scaling. Our platform combines a vetted global supplier network, AI-powered manufacturing intelligence, and rigorous quality systems to make low-volume manufacturing faster, more reliable, and more scalable.
Ready to accelerate your low-volume production program? Get Started with Fictiv to source smarter and scale faster.
FAQs About Low-Volume Manufacturing
What is low-volume manufacturing?
Low-volume manufacturing is the production of small-to-medium quantities of parts or assemblies, typically between 10 and 10,000 units. It bridges the gap between early-stage prototyping and full-scale mass production, giving hardware teams the flexibility to validate designs, respond to market feedback, and iterate rapidly without the capital commitment that high-volume tooling demands.
What is the difference between low-volume manufacturing and mass production?
The primary differences are quantity, tooling investment, and unit cost. Low-volume manufacturing typically covers runs of 10–10,000 units with moderate tooling investment and higher per-unit costs. Mass production normally begins around 10,000 units, where high tooling investment is offset by the lowest possible unit cost. Low-volume manufacturing also offers significantly more flexibility for design changes between builds.
Which manufacturing process is best for low-volume production?
There is no single best process—the right choice depends on material, geometry, tolerance, and quantity. CNC machining suits precision metal and plastic parts in low volumes. Injection molding with aluminum tooling works well for plastic parts in the hundreds to thousands. 3D printing is strongest for complex geometries and very low quantities. Casting produces low-to-medium-volume metal parts that would be prohibitively expensive to machine from solid stock.
How do you reduce cost in low-volume manufacturing?
Cost reduction starts in design, not in supplier negotiation. The highest-impact actions are applying DFM principles to eliminate unnecessary complexity, relaxing tolerances where function allows, standardizing materials across parts to enable volume consolidation, reducing secondary operations through design choices, and consolidating suppliers to reduce administrative overhead and improve pricing leverage.
When should a company transition from low volume to mass production?
The transition is typically triggered by three converging factors: sustained demand that consistently exceeds low-volume capacity, unit economics that favor the tooling investment of high-volume production, and a design that has been fully validated through multiple production builds. Moving too early risks quality problems and stranded tooling costs; waiting too long leaves market opportunity and margin on the table.